 .
. Projet : HiCAD Tôle
Un procédé de perte au pli particulier est représenté par un fichier système. Ces fichiers sont élaborés à titre d'exemple, mais dans la pratique chaque utilisateur peut élaborer un ou plusieurs procédés de la sorte. Au moment d'effectuer une projection développée, le fichier système peut être sélectionné au moyen de la fonction Modifier le procédé de perte au pli .
Plusieurs types de procédés de calcul sont préparés, l'utilisateur sélectionne un de ces types et le spécifie en changeant les paramètres selon les valeurs propres à l'entreprise. La structure générale de ces fichiers reste cependant toujours la même. Elle comprend les sections suivantes : commentaire, Id. type et tableau.
Les procédés de perte au pli suivants sont disponibles :
![]() À savoir :
À savoir :
Pour les tôles composites (par ex. ALUCOBOND®), une entaille sera fraisée avant le pliage. Il reste au fond de l'entaille environ 0,8 mm de matière qui sera pliée. La modification de longueur qui survient au moment du pliage des 0,8 mm d'épaisseur de la matière restante, sera calculée avec une précision suffisante par le procédé standard (axe neutre au centre de la tôle). La spécification d'un procédé de perte au pli n'est pas nécessaire.
Les procédés de perte au pli pour les zones de fraisage-pliage ne sont pas sélectionnables et n'opèrent aucune influence.

Dans le but de modifier ou de créer des fichiers, vous disposez du ABWEditor du répertoire EXE du dossier d'installation HiCAD.
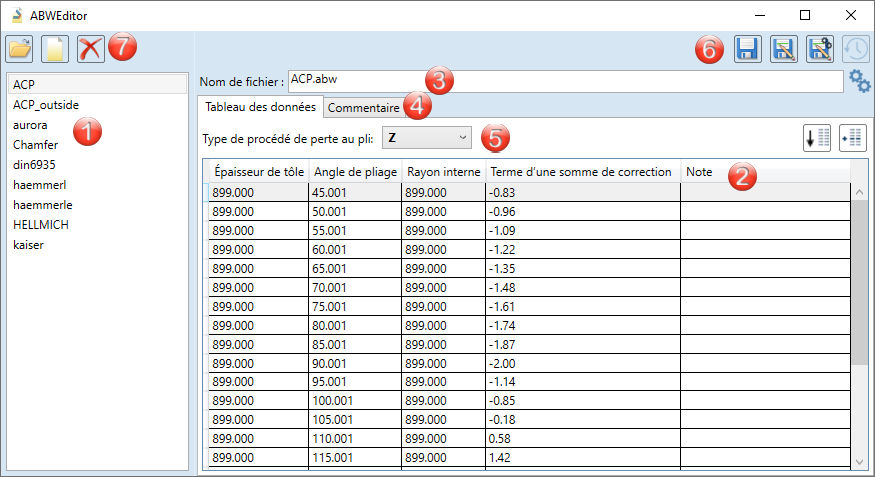
La colonne de gauche (1) de l'Éditeur liste les noms des fichiers ABW enregistrés dans le répertoire système correspondant (../MAKROABW). Seuls ces fichiers enregistrés dans ce dossier seront reconnus par HiCAD comme procédés de perte au pli disponibles et donc proposés dans cette liste.
En cliquant sur un des procédés de perte au pli de la liste, le contenu du fichier sera affiché dans la partie droite (2) de l'Éditeur sous forme d'un tableau.
Ce tableau à format délimité comporte 4 colonnes et des limites d'intervalle de 999.000. Pour le procédé F (5), seules 2 colonnes sont pertinentes. Pour tous les autres procédés, les 4 colonnes sont pertinentes.
Signification des colonnes quant au procédé de perte au pli :
|
Colonne 1 |
Intervalle pour l'épaisseur de tôle incluse |
|
Colonne 2 |
Angle de pliage inclus |
|
Colonne 3 |
Rayons intérieurs inclus |
|
Colonne 4 |
Terme (opérande) d'une somme de correction en mm |
Un clic sur le titre de la colonne effectue un tri dans l'ordre croissant ou décroissant. Les codes de données d'un fichier ABW doivent suivre un ordre bien précis. Celui-ci sera opéré automatiquement au moment d'enregistrer. Par ailleurs, un clic sur l'icône Trier les codes de données![]() permet de trier dans l'ordre adéquat les enregistrements. Le bouton situé a côté Copier le code de données
permet de trier dans l'ordre adéquat les enregistrements. Le bouton situé a côté Copier le code de données ![]() insère le contenu de la ligne sélectionnée dans une nouvelle ligne. Celle-ci sera copiée en dessous si le tableau a déjà été trié, sinon elle le sera à la fin du tableau.
insère le contenu de la ligne sélectionnée dans une nouvelle ligne. Celle-ci sera copiée en dessous si le tableau a déjà été trié, sinon elle le sera à la fin du tableau.
Le nom du fichier affiché (3) peut être écrasé, de même que les chiffres des codes de données. Il est de la même façon possible de modifier le type du procédé de perte au pli (5). Parmi les types déjà implémentés, on retrouve :
|
F |
Procédé factoriel, par ex. le DIN6935 |
F détermine la longueur étirée sur l'axe neutre, bien qu'il soit corrigé dans la direction du côté intérieur de l'arc pour les petits rayons. Le facteur 1 signifie une longueur d'arc sur l'axe neutre, le facteur 0 donne, lui, une longueur d'arc à l'intérieur. |
|
Z |
Procédé de perte au pli classique avec longueurs de référence extérieures, par ex. Heuschen, également Dubbel |
Z est le procédé les plus souvent utilisé. Les longueurs de référence pour un angle obtus sont les points d'intersection imaginés sur les côtés à l'extérieur du rabat ; dans le cas des angles aigus, la cote de référence est produite par la tangente perpendiculaire à la direction de la cote. Cela correspond à la mesure pratique d'une pièce calculée l'aide pied à coulisse. La longueur étirée est donc la somme des longueurs calculées de cette façon plus les valeurs de procédé par pli. Les saisies de valeur dans le tableau pour le rayon, l'épaisseur de tôle et l'angle de pliage doivent être interprétées de manière à ce que la valeur de raccourcissement soit utilisée jusqu'à cette valeur, puis passe à la valeur supérieure suivante. Par exemple, si vous avec défini un procédé de 5 pour un angle de 45.01°, et un procédé de 10 pour un angle allant jusqu'à 90.01°, alors le procédé de 10 sera utilisé pour un angle de 46°. |
|
I |
Procédé de perte au pli modifié avec longueurs de référence intérieures, par ex. Kaiser |
I est analogue à Z, bien que ce ne soit pas ici l'extérieur, mais l'intérieur des côtés qui définit les longueurs de référence. Le côté pratique de ce procédé résulte au fait que l'utilisateur fixe souvent à zéro l'ensemble des procédés et obtient un procédé simple avec des résultats de calcul acceptables pour des rayons de pliage appropriés. |
|
H |
Procédé de perte au pli modifié avec interpolation, par ex. Haemmerle |
H est analogue à Z à l'exception de deux points : premièrement, les points s'intersection des côtés délimitent ici le segment de référence même pour les angles supérieurs à 90 degrés. Deuxièmement, la valeur du procédé est interpolée linéairement dans l'intervalle des angles. |
|
|
Projections développées polyédriques |
Les informations ci-dessus ne s'appliquent qu'aux véritables projections développées, et non aux projections développées polyédriques. Dans ce cas, seules les surfaces existantes sont transformées dans le plan quand INT/Épaisseur = 1000. Si une épaisseur de <1000 est spécifiée, la longueur étirée résultant du milieu géométrique de l'épaisseur imaginée spécifiée est raccourcie. |
Le commentaire (4) peut être modifié à partir du deuxième onglet.
Concernant les fichiers ABW fournis avec HiCAD, le commentaire réside en la description du procédé et en la signification de chacune des colonnes.
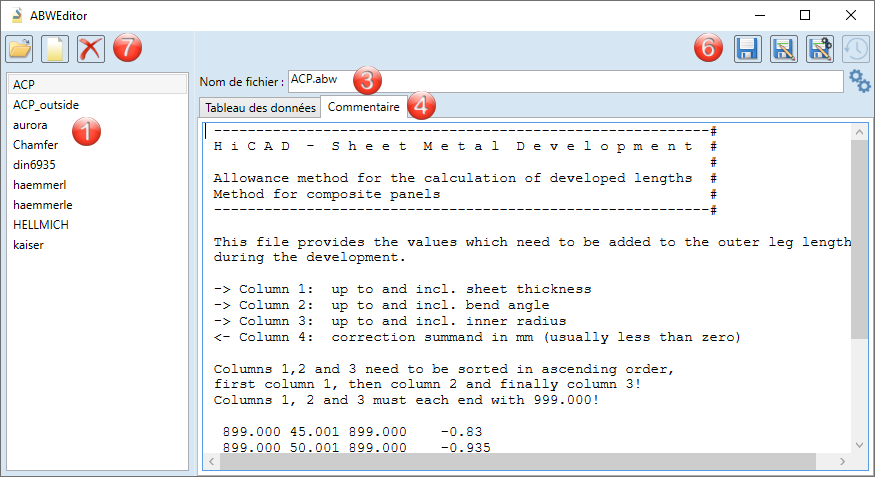
Les deux roues dentées ![]() à côté du nom du fichier indiquent qu'il s'agit ici d'un fichier système, c.-à-d. un fichier ABW enregistré dans le répertoire système de HiCAD.
à côté du nom du fichier indiquent qu'il s'agit ici d'un fichier système, c.-à-d. un fichier ABW enregistré dans le répertoire système de HiCAD.
Si vous souhaitez ouvrir un autre fichier (par ex. en cliquant sur un autre fichier système dans la liste ou en créant un nouveau fichier), il vous sera demandé si vous souhaitez enregistrer les modifications du fichier ouvert.
En haut à droite de l'Éditeur (6) se trouvent les icônes suivantes.
|
|
Enregistrer |
À l'aide de cette fonction, le fichier ouvert sera enregistré là où il se trouve. |
|
|
Enregistrer sous ... |
Cette fonction permet d'enregistrer le fichier ouvert à un autre endroit. |
|
|
Enregistrer comme fichier système |
Cette fonction enregistre le fichier comme fichier système, fonction utilisée en particulier pour les fichiers dont le lieu de stockage n'est pas un dossier système pour les fichiers ABW ou pour les fichiers nouvellement créés. |
|
|
Restaurer |
Au cas où un fichier système aurait été modifié et enregistré sous son ancien nom, l'ABWEditor crée une copie de la version d'origine. Seulement alors, cette fonction est active. En cliquant sur ce bouton, vous pouvez restaurer la version originale. |
Les icônes (7) en haut à gauche servent à la gestion les fichiers ABW.
|
|
Ouvrir le fichier |
Cette fonction permet d'ouvrir un fichier ABW qui ne se trouve pas dans le répertoire système de HiCAD (../MAKROABW). |
|
|
Nouveau fichier |
Cette fonction permet de créer un nouveau fichier ABW propre à l'utilisateur. |
|
|
Supprimer le fichier |
Cette fonction supprime, après demande expresse, le fichier ABW ouvert. |
Dans le but de créer un procédé de perte au pli propre à une entreprise, il est conseillé de modifier un fichier existant et de l'enregistrer comme fichier système.
|
DIN6935.dat |
Ce fichier contient les facteurs de calcul de modification de longueur, lors d'une projection développée, selon DIN6935. Ce fichier ne doit en aucun cas être modifié ! |
|
Aurora.dat |
Ce fichier contient les valeurs qui seront ajoutées lors de la projection développée aux cotes extérieures des longueurs de côté. Ce procédé de perte au pli est utilisé par l'entreprise AURORA. |
|
Kaiser.dat |
Ce fichier contient les valeurs qui seront ajoutées lors de la projection développée aux cotes intérieures des longueurs de côté. Ce procédé de perte au pli est utilisé par l'entreprise Kaiser. |
Le procédé de perte au pli CHAMFER est destiné aux Variantes de design Coins de tôle.
Avant d'insérer la variante, vous devez donc sélectionner pour l'élément de tôle le procédé de perte au pli Chamfer.
 dans la barre de menu Tôle pliée rubrique Autres fonctions > Extras.
dans la barre de menu Tôle pliée rubrique Autres fonctions > Extras.
Les tôles composites en aluminium se composent par ex. de deux tôles de recouvrement en aluminium de 0,5 mm avec un noyau minéral. Dans HiCAD, la plaque est cependant représentée simplifiée sous forme d'une tôle pliée à une couche. Le calcul du poids étant basé sur un matériau homogène, la plaque se verra attribuer son propre matériau.
Pour la découpe des simples tôles composites en aluminium avec zone de pliage (donc par une zone de fraisage-plage modélisée, qui ne sera disponible qu'à partir de la version 2300), sont à votre disposition les procédés de perte au pli approximatifs ACP (Aluminium Compound Panel) et ACP_outside. Les cotes de développement et de fraisage seront dérivées approximativement des cotes de dessin 3D. Pour ce faire, un segment correspondant sera déduit par arête de la cote finale. La somme des cotes de fraisage donne ainsi les cotes de la découpe.
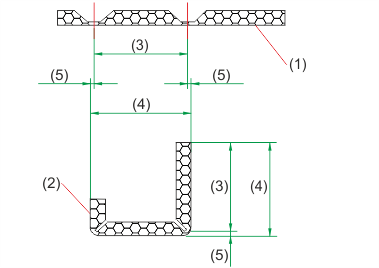
(1) Coupe d'une simulation de pliage
(2) Coupe d'une tôle composite en aluminium
(3) Cote de fraisage
(4) Cote finale
(5) Déduction par arête
Lorsque les zones de pliage des tôles composites sont créées par le mode Standard, celles-ci ont alors une forme cylindrique (image (8)). Lors de la production, des entailles seront fraisées le long des zones de pliage avant pliage. Ne reste donc qu'une tôle de recouvrement en aluminium (images (6,7)). Pour obtenir un ajustement géométrique de la longueur des tôles modélisées avec des zones de pliage cylindriques sur les tôles réellement produites avec des plis fraisés, vous disposez des fichiers ACP.ABW et ACP_OUTSIDE.ABW. Utilisez pour les zones de pliage fraisées sur le côté intérieur du pliage (image (6)) le procédé de perte au pli ACP, pour les zones de pliage fraisées sur le côté extérieur du pliage (image (7)), utilisez le procédé ACP_OUTSIDE.
Lorsque les tôles sont construites par le mode Zones de fraisage-pliage, la modélisation comprend alors les zones de pliage fraisées. Une correction de la longueur n'est donc pas nécessaire. Aucun procédé de perte au pli ne peut en conséquence être sélectionné.
Rayon de pliage (BRAD) : 0.01 (standard, pour les plis fraisés à l'intérieur)
Rayon de pliage fraisé à l'extérieur (BRAD_OUT) : 1.50 (exception pour les plis fraisés à l'extérieur)
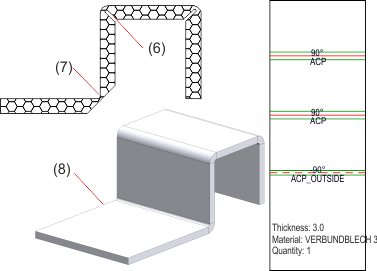
(6) Fraisé à l'intérieur
(7) Fraisé à l'extérieur
(8) Tôle composite avec zones de pliage

Modifier/Nouveau procédé de perte au pli (Tôle 3D) • Paramètres de découpe (Tôle 3D)
|
© Copyright 1994-2020, ISD Software und Systeme GmbH |
Protection de la vie privée • Conditions générales de ventre • Cookies • Contact • Mentions légales
